Metal casting processes
Metal casting processes
•
Casting is one of the oldest manufacturing process.
It is the first step in making most of the products.
• Steps:
-
Making mould cavity
-
Material is first liquefied by properly
heating it in a suitable
furnace.
-
Liquid is poured into a prepared
mould cavity
-
allowed to solidify
-
product is taken out of the mould cavity, trimmed and made to shape
We should
concentrate on the following for successful casting
operation:
(i)Preparation of moulds of patterns
(ii)Melting and pouring of
the liquefied metal
(iii)
cooling to room temperature (iv)Defects and inspection

Advantages
• Molten material can flow into very small sections
so that intricate shapes can be made by this process. As a
result, many other operations, such as machining, forging,
and welding, can be minimized.
•
Possible to cast practically any material: ferrous or non-ferrous.
•
The necessary tools required
for casting moulds are very simple and
inexpensive. As a result,
for production of a small lot, it is the ideal
process.
• There are certain
parts (like turbine blades) made
from metals and alloys that can only
be processed this way. Turbine blades:
Fully casting + last machining.
•
Size and weight of the product
is not a limitation for the casting process.
Limitations
•
Dimensional accuracy
and surface finish of
the castings made by sand casting processes
are a limitation to this technique.
•
Many new casting processes
have been developed
which can take into consideration the aspects of dimensional accuracy and surface
finish. Some of these processes
are die casting process, investment casting
process, vacuum-sealed moulding
process, and shell moulding process.
•
Metal casting is a labour intensive process
•
Automation: a question
Typical sand mould


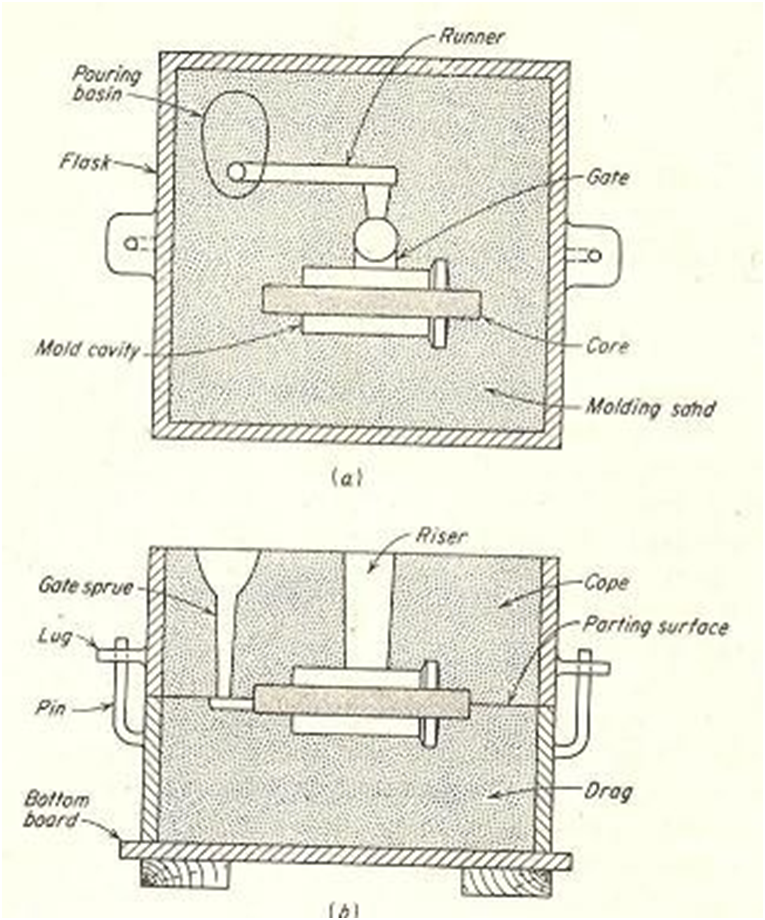
Important casting terms
Flask: A
metal or wood frame, without fixed top or bottom, in which
the mould is formed. Depending upon the
position of the flask in the moulding structure, it is referred to by various names such as drag – lower moulding flask, cope – upper moulding flask, cheek
– intermediate moulding
flask used in three piece moulding.
Pattern: It is the replica
of the final object to be made.
The mould cavity is made with the help of pattern.
Parting line: This is the dividing line between the two moulding
flasks that makes up the mould.
Moulding sand: Sand, which binds strongly
without losing its permeability to air or gases. It is a
mixture of silica sand, clay, and moisture
in appropriate proportions.
Facing sand: The small amount of carbonaceous material sprinkled on the inner surface
of the mould cavity to give a better surface finish to the castings.

Core: A separate part of the mould, made of sand and generally baked, which is used to create
openings and various shaped cavities in the castings.
Pouring basin: A small funnel
shaped cavity at the top of the mould into which the molten metal is poured.
Sprue: The passage through which the
molten metal, from the pouring basin, reaches the mould
cavity. In many cases it controls the flow of metal into the mould.
Runner: The channel
through which the molten metal is
carried from the sprue to the gate.
Gate:
A channel
through which the molten metal enters the mould cavity.
Chaplets: Chaplets are used to support the cores inside the mould cavity
to take care of its own weight and overcome
the metallostatic force.
Riser: A column of molten metal placed in the mould to feed the
castings as it shrinks and solidifies. Also known as “feed head”.
Vent: Small opening in the mould to facilitate escape of
air .


Comments